In the processing of recycled plastics, moisture control consistently stands as one of the key factors determining both product quality and production efficiency. Compared to virgin plastics, recycled plastics—having undergone multiple stages such as collection, shredding, washing, and storage—are far more prone to absorbing ambient moisture. This article will systematically analyze why desiccant masterbatches are indispensable in recycled plastic processing, examining this necessity from various perspectives: the problems caused by moisture, the underlying mechanism of desiccant master batches, their application advantages, and their practical value.
1. What Are Recycled Plastics?
In recent years, the substantial rise in the cost of raw plastic materials has sparked a resurgence in plastic recycling and utilization. Once waste plastics are processed into granules, only their physical form changes; their chemical properties remain unaltered. Consequently, they retain excellent overall material performance capabilities, capable of meeting most technical requirements for processes such as blow molding, wire drawing, tube extrusion, injection molding, and profile extrusion. As a result, they are widely utilized in the manufacturing of a vast array of plastic products.
2. What Are Desiccant Masterbatches?
Desiccant masterbatches—also referred to as anti moisture masterbatches, defoaming masterbatches, or plastic desiccants—are non-toxic and non-polluting. A desiccant master batch is a high-tech, novel type of functional masterbatch designed to eliminate moisture, remove bubbles, and rectify defects during the processing of plastic products.
The addition of Nuoxin desiccant masterbatches allows manufacturers to bypass raw material drying stages typically required in plastic processing, thereby reducing production costs and boosting operational efficiency. Furthermore, they significantly enhance both the overall mechanical properties and the aesthetic quality of the finished plastic products. These masterbatches are widely applicable across various plastic materials—including PP, PE, LDPE, HDPE, and PVC (including recycled grades)—and across a diverse range of processing techniques, such as blow molding, injection molding, coating, dipping, casting, weaving, and wire drawing, ultimately improving product quality and yield rates.
3. Why Do We Need to Use Desiccant Masterbatches?
When various forms of plastic waste—such as used packaging materials, shopping bags, plastic basins, and plastic bottles—are collected for recycling, they often harbor significant internal moisture. This moisture directly compromises the quality of the resulting plastic products. During high-temperature molding processes, this trapped moisture vaporizes into steam; if not effectively eliminated, it will manifest as bubbles or “water marks” on the surface of the finished products, thereby inflicting critical damage upon both the structural integrity and the visual appearance of the goods.
3.1 Traditional Methods vs. Desiccant Master Batches
To enhance the quality of plastic products—specifically by removing moisture from raw materials such as plastics—traditional heating and drying methods are often employed. These methods utilize electric drying machinery to eliminate moisture, requiring plastic manufacturers to invest in additional high-temperature drying equipment. This, in turn, extends processing times and increases production costs and labor requirements. However, the use of anti-moisture masterbatches during the reprocessing of waste plastics can effectively mitigate these adverse effects.
3.2 Maximum Permissible Moisture Content for Common Plastic Molding Processes
| Plastic Type | Maximum Permissible Moisture Content (%) | |
| Injection Molding | Extrusion Molding | |
| PET | 0.02-0.03 | 0.02 |
| PC | 0.02-0.03 | 0.02 |
| PEEK | 0.02-0.05 | 0.02-0.04 |
| PMMA | 0.03-0.06 | 0.03-0.04 |
| PA | 0.04-0.08 | 0.04-0.06 |
| ABS | 0.05-0.10 | 0.04-0.08 |
| PS | 0.05-0.10 | 0.04-0.08 |
| PP | 0.05-0.20 | 0.05-0.15 |
| PE | 0.05-0.20 | 0.05-0.15 |
| PVC | 0.05-0.20 | 0.05-0.15 |
4. What is the Mechanism of Action for Desiccant Masterbatches?
Desiccant masterbatches are functional masterbatches formulated around a core of highly hygroscopic inorganic oxides (such as CaO or MgO) or silica-based materials. These active ingredients are compounded with carrier resins (e.g., PE, PP, EVA), along with dispersing agents and antioxidants, through a process of low-temperature compounding and extrusion granulation. When added downstream at a dosage of 1–5%, these masterbatches actively absorb free moisture and low-molecular-weight volatiles present in the plastic during processing. This effectively eliminates defects such as bubbles, flow marks, and cracks, earning them the reputation of being the “desiccant of the plastics industry.”
- Chemical Absorption: CaO reacts with H₂O to form Ca(OH)₂. This process yields an absorption rate of ≥20%, generates no decomposition gases, and maintains a closed-cell structure with a rate of >90%.
- Physical Adsorption: Silica gel or diatomaceous earth utilizes its porous structure to physically adsorb moisture. These materials are alkali-free, neutral, enhance transparency, and are biodegradable.
- Synergistic Defoaming: While absorbing moisture, the masterbatch simultaneously reduces the surface tension of the polymer melt. This eliminates bubbles, flow marks, and cracks, thereby increasing the finished product yield by up to 10%.
5. Typical Application Scenarios
Moisture absorber masterbatches are widely utilized across various processing techniques for recycled plastics:

5.1 Blown Film Industry
- Recycled PE and PP films
- Garbage bags, shopping bags
5.2 Injection Molding Industry
- Housings for daily consumer goods
- Appliance components
5.3 Extrusion Industry
- Pipes and profiles
- Sheets and plates
5.4 Blow Molding Industry
- Plastic bottles and containers
6. Important Considerations for Using Desiccant Masterbatches
- Dosage
For blown film applications, use 1.0–2.0%; for injection molding and sheet extrusion, use 2–5%. Excessive addition (>8%) may lead to brittleness and surface whitening.
- Processing Temperature
Barrel temperature ≤ 200°C (Note: The reaction temperature of CaO is approximately 500°C, ensuring safety within the processing section). The CaO-based variant must not be used in conjunction with acidic additives.
- Compatibility
The CaO-based variant raises pH levels; therefore, PET/PLA systems require the addition of anti-hydrolysis agents and chain extenders to prevent alkali-catalyzed degradation.
- Storage
Must be consumed within 8 hours of opening to prevent moisture absorption and subsequent loss of efficacy; must not be dried together with raw materials.
- Regulatory Compliance
Food-contact applications require compliance with GB 9685-2016; medical applications require ISO 10993; the CaO-based variant requires RoHS heavy metal testing.
- Environmental Impact
The reaction product of CaO—Ca(OH)₂—is non-toxic and can be recycled along with scrap materials; the silica gel-based variant produces no decomposition gases and is environmentally friendly.
- Storage Conditions
Store in a tidy, well-ventilated, dry, cool, and clean environment. Masterbatch packaging must remain intact and must not be stored open to the air; avoid exposure to direct sunlight and rain.
7. Future Development Trends for Anti Moisture Masterbatches
7.1 Demand
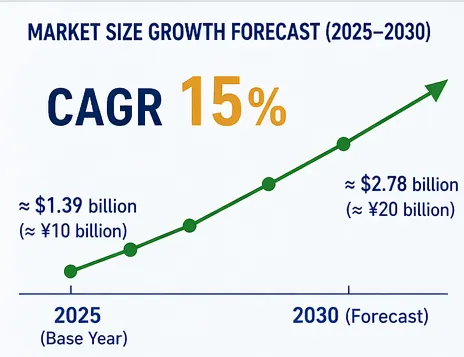
Domestic recycled plastics production exceeds 40 million tons/year, with films accounting for over 20 million tons/year; however, the functionalization rate for moisture absorption remains below 10%, indicating vast potential for growth. By 2025, China’s consumption of water-absorbing (moisture-proofing and anti-foaming) masterbatches is projected to reach approximately 200,000 tons, with a market size of approximately $1.4 billion. By 2030, these figures are expected to reach 400,000 tons and $2.78 billion, representing a Compound Annual Growth Rate (CAGR) of 15%.
7.2 Technology
- The combination of CaO and silica gel addresses issues related to alkali catalysis, facilitating entry into PET/PLA processing systems.
- The neutral silica gel-based variant targets food-grade transparent films, offering an alkali-free solution with no decomposition gas emissions.
- High-concentration (80%) masterbatches—featuring a dilution ratio of 1:1—offer a cost reduction of 30%.
7.3 Policy
The Ministry of Industry and Information Technology (MIIT) is set to make “moisture content ≤ 0.1%” a mandatory requirement under its *Recycled Plastics Standards* by 2026.
Additionally, the EU’s REACH regulation restricts free CaO content to < 0.1%, thereby accelerating the market penetration of neutral silica gel-based variants.
7.4 Market Scale
Three key sectors—high-end recycled plastics, food packaging, and medical applications—collectively account for over 60% of the market share. The silica gel-based and synergistic composite variants are experiencing an annual growth rate exceeding 18%. Water-absorbing (moisture-proofing and anti-foaming) masterbatches have evolved from mere “additives for recycled materials” into high-value-added functional materials applicable to recycled plastics, food packaging, and medical sectors. Driven by the dual forces of silicone neutralization and synergistic compounding, these masterbatches are projected to maintain double-digit growth in market penetration over the next five years.
Summary
In the processing of recycled plastics, moisture issues not only compromise product quality but also directly impact production costs and efficiency. Desiccant masterbatches effectively address this critical industry pain point through a simple, efficient, and cost-effective approach.